

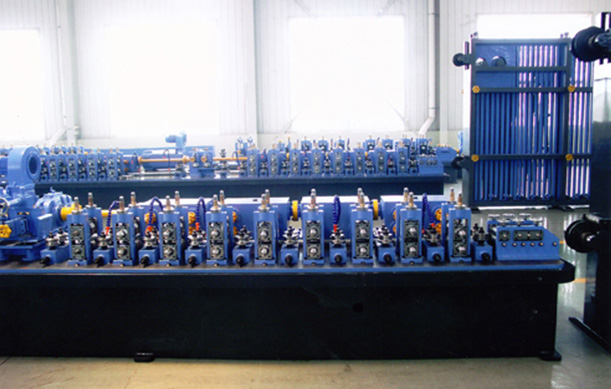
高頻焊管機組主要是采用了感應加熱的技術工作,感應線圈也是設備不能夠少的一部分,焊接的工件是需要放到感應線圈之內去進行加熱焊接的,可見感應線圈對于焊接的重要性,我們今天要講的也就是高頻焊機感應線圈方面的制作。

高頻焊管機組對工件進行加熱焊接方面的效果不僅是取決于感應的電流,感應線圈的形狀、圈數,引出銅管方面的長度也都會影響焊接方面的效果,所以在設計感的應線圈是比較重要的。感應圈的形狀,應該去根據工件加熱部分的形狀而定,制作的原則主要是:應使感應部位的銅管和工件的加熱面平行或者是等距,并且相鄰匝間的電流流向應該保持一致。
感應圈的圈數一般是在兩圈以上,十圈以下,直徑越大的話圈數就應該越小(特殊機器除外)。感應圈和工件的調整間隙應該控制到1-10mm更好,特殊的機型除外。在不影響到操作的情況之下,間隙越小也就越好,太小了可能就會開始啟動到微紅的時候即停,甚至一開始就不啟動,大了加熱的效果不好,太大了也會不啟動。
除了感應線圈的形狀以及圈數之外,感應圈引出的長度在不影響到操作的情況之下越短越好,越粗越好,一般是不超過400mm。這些數據也是具備科學依據的,是多次實驗方面的結果,當然這些數據也都是有前提的條件,我們應該靈活的應用。去把感應線圈制作好是高頻焊管機組可以正常工作的前提,特殊工件基本上也是會專門去制作感應線圈。




 手機:139-3012-9261
手機:139-3012-9261
 郵箱:xiangyujixie001@163.com
郵箱:xiangyujixie001@163.com
 工廠地址:河北省石家莊市趙縣天山工業園區
工廠地址:河北省石家莊市趙縣天山工業園區

掃一掃,關注我們


